Telephone: +34 93 271 12 54 - Email: info@arvitec.com

Équipement d’extrusion
Dans notre usine, nous développons toutes sortes de machines standard toujours destinées au monde de l’extrusion et spécifiques pour répondre aux besoins de nos clients.
En plus de nos partenaires, nous intégrons des équipements spéciaux et personnalisés pour toutes sortes d’applications, des imprimantes à laser ou à l’encre, des soudeurs industriels pour l’aluminium ou l’acier inoxydable, le contrôle de la vision artificielle de la section de surface et dimensionnelle, perforée selon la conception et la mesure, courbure de l’étincelle et injection excessive…

Dévidoir de bande – A-MU
Dévidoir de bobines métalliques, type Huhoco selon la photo. Avec roues à engrenages ou tambours. Possibilité de dérouler des bandes de 0,5 mm à 0,8 mm et des largeurs de 20 mm à 55 mm. Contrôle de tension avec capteurs laser indépendants.


Dévidoir Flock Tape – A-FU
Dévidoir avec ruban adhésif, rouleau horizontal ou vertical de 2000 m. Système de guidage stable sans problème d’étirement. Support de bobine motorisé avec capteur optique pour garantir une stabilité de tension pratiquement nulle. Possibilité de dévidoir simple, double, triple ou quadruple. Il est strictement nécessaire de dérouler le ruban adhésif. Sa facilité de manutention et de stabilité du procédé permet au dévidoir Flock Tape d’être une machine essentielle pour le procédé de co-extrusion pour lamelles avec plusieurs courroies floquées. La machine avec alimentation triphasée 220v, utilise un réducteur de moteur de 0,5 kW pour chaque bobine à flotteur. Couleur de la machine selon les spécifications du client. Nous avons deux modes de fonctionnement :
- Mode Manuel : équipé d’un potentiomètre manuel capable d’atteindre 30 m/min de cliquet déroulé.
- Mode automatique : La vitesse est réglée à partir du panneau de l’extrudeuse par une cellule. Vitesse recommandée 10-15 m/min.



Accumulateur de Bande – A-CA
Structure en profilé et feuille d’acier électro-soudé et peint.
Capacité accumulée à convenir, de 10 à 150 m linéaires pour tous types de bandes.
Aluminium ou acier inoxydable, solide ou rainuré.
Largeur de la bande : min. 20 mm/max. 55 mm
Épaisseur de la bande : aluminium 0,5-0,8 mm Acier 0,3 – 0,8 mm

Profileur – A-RF
Le profileur de bande en métal motorisé, à la fois en aluminium et en acier, conçue pour fonctionner en extrusion en ligne. Un profileur se compose de :
- Structure fixe. Fabriqué en tube d’acier structuré soudé et peint, avec des protections en polycarbonate dans une porte battante et des protections à l’entrée et à la sortie.
- Un moteur de 1,5 km de maillage direct au moyen d’un accouplement mécanique. Libération et décollage faciles. Il a également une course en entaille pour engager les arbres.
- Un laminoir. Grâce à des colonnes en acier renforcé, nous pouvons composer différentes solutions pour les différents profils à stratifier. La machine supporte de 1 à 8 colonnes. Ce laminoir est réutilisable pour plusieurs projets.
- Un guide d’entrée pour aligner la bande + guide redressé sur la sortie pour éliminer les contraintes internes.
Synchronisé facilement avec la ligne d’extrusion.


Tête universelle – A-UH
La tête universelle est un design exclusif d’Arvitec, c’est un outil capable de joindre quatre matériaux plastiques dans un espace réduit avec les extrudeuses à la même hauteur et en même temps, en donnant suffisamment d’espace de travail à un opérateur. Un bloc en acier inoxydable assez grand pour stabiliser la température de travail au moyen de deux résistances chauffantes (supérieure-inférieure).
Adaptable à la conception de la ligne actuelle du client pour faciliter son intégration.
Il permet d’entrer dans la bande métallique arrière, le flock, les feuilles en liège, etc.
Des compositions de jusqu’à 10 matériaux ont été réalisés avec ce nouveau système d’extrusion et de co-extrusion de matières plastiques.

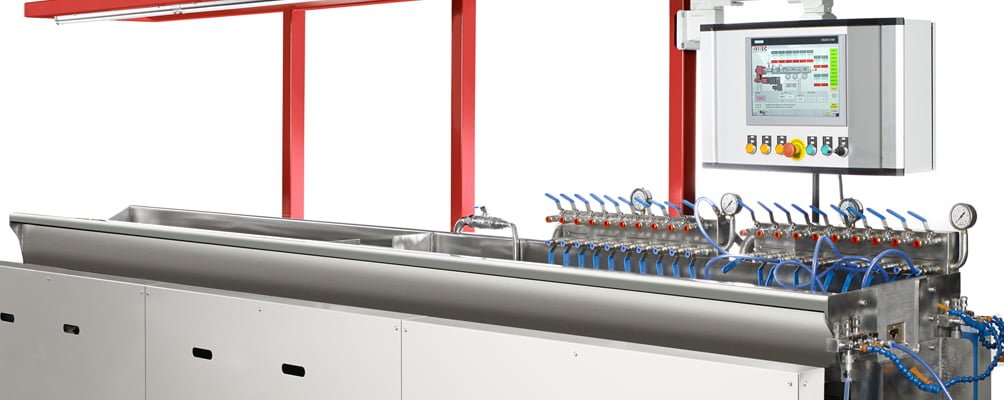
Tableau d’étalonnage – A-CT
Le tableau d’étalonnage et de réfrigération optimisé et ajusté pour les profils techniques. La structure sera constituée d’un tube en acier et soudé et peint. Le contrôle de position devant une zone dans les trois axes X, Y, Z à l’aide de moteurs avec codeur qui permet de stocker des positions jusqu’à 25 projets. Le réservoir de refroidissement se compose de deux unités de 2 mètres pour travailler avec le profil immergé.
- Dans le premier bassin, un tube inox 40×100 avec 10 sorties sous vide et un tube inox de 40 x 100 avec 10 sorties d’eau.
Le réservoir de refroidissement de 1,5 mètre au moyen d’une douche sous pression avec du polycarbonate pour éviter les éclaboussures d’eau. Un récipient de séchage indépendant avec du polycarbonate pour amortir le son. La turbine à haute pression électrique utilise un séchage supplémentaire à l’aide d’air chaud. Le réservoir de 500 litres avec système de nettoyage à l’aide d’un filtre en papier amovible spécialement développé pour les profils avec flock tape. Le réservoir d’eau pour la réduction de la pression de l’eau des pompes à vide, système développé pour éviter la perte de vide dans l’échappement des mêmes bombes. Le réservoir d’eau sans pression avec 25 litres et trois sorties avec des valves sphériques. Celui équipé d’une ou deux pompes à vide de 4 kW TRHC 40-110/C/RX Pompetravaini selon les besoins du client, situé directement sur le sol, afin d’éviter les vibrations au cours du processus d’extrusion. L’équipement d’éclairage sur le banc. Le tableau est prêt à travailler, de l’installation générale ou d’un circuit de refroidissement direct et indépendamment fermé, écran tactile circuit 10.4 ».
- Écran principal avec les paramètres de base du travail (Possibilité de personnaliser avec le client)
- Accès direct aux différentes machines connectées à la ligne (Possibilité de personnalisation avec le client)
- Possibilité d’accès à distance et d’envoi via des rapports programmés au responsable de l’installation de contrôle.
Écran de contrôle de maintenance de tous les équipements, y compris l’historique et les alarmes.
Traction – A-HO
La traction pour profils extrudés à double bande est composée de :
- Linatex Double bande
- Deux servos pour la traction
- Un réducteur de 0,12 kW pour réguler l’arrêt mécanique
- Deux vérins pneumatiques de serrage contrôlés par une jauge de précision.
L’équipement permet la rotation à travers la partie centrale de la bande supérieure, qui n’absorbe pas les oscillations possibles dans le profil dans la section initiale du processus. La structure est en acier structuré soudé et peint, avec des protections en polycarbonate dans une porte battante selon les normes CE, avec capteur d’arrêt à son ouverture et avec les protections à l’entrée et à la sortie de la chenille. Les courroies peuvent être réglées verticalement indépendamment par un motoréducteur avec commande électronique de position. Longueur effective des bandes 800mm x 100mm. Sens de rotation de droite à gauche ou de gauche à droite. Vitesse de 0 m/min à 40mt/min. Écran tactile 7,4 po avec commande et vitesse graphique des paires des servos, contrôle de l’ouverture et de la fermeture, commande de la butée mécanique par position par rapport à zéro, et avec un manomètre pour contrôler la pression de serrage. Pour faire fonctionner chacune des chenilles, l’équipement comporte deux servomoteurs avec un contrôle de pair de 1 kW chacun : L’installation de ces servomoteurs permet de contrôler plus précisément la vitesse. L’incorporation de la commande de pair permettra de contrôler au moyen du graphique des paires qui s’exerce en temps réel dans l’un des servos. Au moyen de l’écran tactile, il est possible d’intégrer la sécurité pour la traînée en cas d’accrochage dans la ligne d’extrusion.


Groupes de Coupe – A-CD
Conception et construction d’unités de coupe personnalisées en fonction des besoins du projet.
Nous avons 3 types de coupe :
- Coupe Servo. Le servo statique à grande vitesse avec cinq découpes par seconde. La roue de coupe porte une lame conçue par Arvitec pour assurer une bonne coupe dans des profils souples et semi-rigides, rigides jusqu’à 2 mm d’épaisseur. Idéal pour les profilés en PP avec des bandes en aluminium jusqu’à 0,4 mm. La coupe résultante est sans bavures et avec des tolérances jusqu’à +/- 0,5 mm
- Coupe Scie. La scie à disque est équipée d’un système de serrage pneumatique pour synchroniser le chariot avec la vitesse du profil, l’unité d’aspiration externe, la lecture du codeur, le nombre d’impulsions pour entrer la longueur de coupe, avec des pieds réglables pour ajuster la machine à la hauteur de l’extrusion. Diamètre du disque de coupe 300 mm. Taille de coupe maximale de 100 x 20 mm. Vitesse variable à 2 pôles 1,1 kW sans brosses à moteur.
- Coupe Matrice. La découpe est chaude ou froide pour la coupe de profils rigides et flexibles. Habituellement utilisé pour des coupes précises et des profils de grande taille. Couper sans bavures. En option, une deuxième matrice déplaçable X/Y/Z peut être incorporée pour laisser une pièce à la tolérance 0.
Pour tous les groupes de coupes, on peut ajouter en option un plateau de collection de morceaux, bande de traînée, remise, etc. selon le projet spécifique de chaque client.