
Rikai, How and why do we use Co-extrusion or post-co-extrusion?
In a time where manufacturing speed often takes precedence over quality, we ask ourselves, how can we make the urgent not make us forget the important?
“Rikai” is a word that is used in Japan to express “understanding”, understanding between the traditional and the modern, a concept that in Japan they have always known how to use very well.
In the construction of dies and tools for extrusion of technical profiles, this concept can help us to improve the extrusion process.
As we all know, extrusion of thermoplastic profiles involves many factors that can hinder its process, from the complexity of a profile’s design, its material, or the speed at which we want to manufacture it, to name just a few.
That is why, in order to tackle these problems, we consider different techniques that combine the most traditional extrusion processes with the most innovative technical solutions when it comes to making tools for extrusion of thermoplastic profiles.
When do we use co-extrusion?
This plastic profile manufacturing technique consists of the union of two or more materials in the same part. These materials must have similar flow characteristics, must have compatible adhesion, and similar cooling and calibration.

Disadvantages of co-extrusion:
- The range of materials to work with is more limited.
- Profile adjustment with more limitations.
- Low extrusion speed.
Advantages of co-extrusion:
- They can be made with standard tooling.
- They do not require complex calibration.
- They use the simplest extrusion line layout.
When do we use post-coextrusion?
Post-coextrusion is all about speed, meaning production volume and manufacturing efficiency.
As in any process, increasing speed can generate problems. It is more difficult to maintain the tolerances of the dimensions of the profile, the surface finish may not be adequate, or the adhesion between different materials is not so good, and so on…
That is why we separate the problems to be able to control them better.
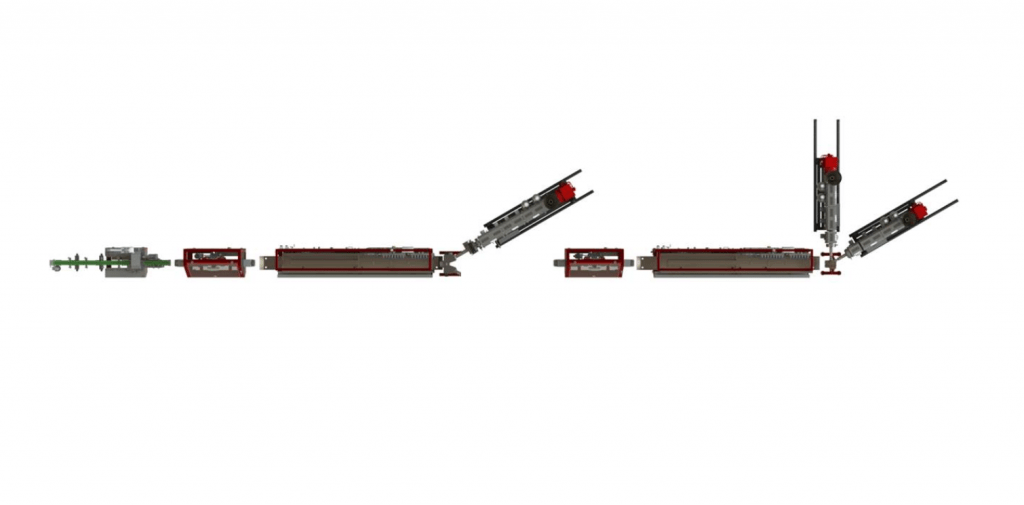
First, we make the rigid profile (or base), and process it perfectly. With a good finish and within allowed tolerances. This is achieved in our facilities with our own extrusion machinery. All tools are tested, adjusted and approved so that our clients can obtain results as soon as possible when working in their facilities.
Then, by means of a different tool we perform the extrusion of the second material on top of the first previously manufactured profile. Thus, both profiles can be controlled independently and that allows us to make a perfectly finished product at a higher speed.
Disadvantages of post-coextrusion:
- Higher toolmaking cost.
- Layout and synchronisation of the most complex extrusion line.
Advantages of post-coextrusion:
- A broader range of products and materials to manufacture.
- Better control of product finish.
- Easier profile adjustment.
- Speed in the upper extrusion process.
Each project of construction and adjustment of an extrusion tool is completely different and requires different solutions, but with experience, hard work and a positive attitude we can achieve what we set out to do. Find out more about our turnkey extrusion solutions here.